NO.4
Deeember 2014
《中国重型装备》
CHINA HEAVY EQUIPMENT
650 mm热轧窄带钢生产线设备改造
金莉
(二重集团(德阳)重型装备股份有限公司重型机械设计研究院,四川610000)
摘要:介绍国内某650 mm热轧窄带钢生产线改造项目上的飞剪区、层流冷却区、地下卷取机区机械设备的
技术改造。阐述了采用转鼓式飞剪、精轧机后设置层流冷却装置、由卧式全液压四助卷辊卷取机取代传统窄带
钢立式卷取机的优越性。
关键词:热轧窄带钢生产线;层流冷却;卧式全液压四助卷辊卷取机;立式卷取机
中图分类号:TG333.7+1 文献标志码:B
Reconstruction of 650 mm Hot Rolling Narrow Strip Production Line
Jin Li
Abstract:Technical innovation of shear zone,laminar low fcooling zone,downcoiler zone for the 650 mm hot roll—
ing narrow stirp production line reconstruction project at home has been described.Meanwhile advantages of rotary
drum shear,laminar lfow cooling device set behind of ifnish mill and horizontal full hydraulic four roll roller coiler in—
stead of conventional narrow strip vertical coiler have also been illustrated.
Key words:hot rolling narrow stip productiron line;laminar flow cooling;horizontl faull hydraulic four roll roller
coiler;vertical coiler
国内某650 lnm热轧窄带钢生产线是2002
素结构钢、低合金高强度结构钢以及部分合金钢。
生产工艺流程:合格坯料一上料一加热一出 年设计制造,2003年投产。投产后产品存在厚度
钢一粗轧(电动侧压立辊轧机+含除鳞的二辊可
逆轧机)一切头(固定剪)一精轧(立辊轧机+2
台二辊水平轧机+立辊轧机+6台四辊水平轧
及宽度同条差超差、头尾失宽,板形差,生产线不
能有效控制终轧温度、卷取温度等问题,造成产品
氧化铁皮严重,不能生产品种钢。
为提高产品质量和拓宽产品品种,2011年
650热轧厂决定进行650 inn热轧窄带钢生产线
改造:粗轧立辊电动侧压改为液压侧压(具有
AWC功能)、精轧前固定剪改为转鼓式飞剪、精轧
机)一扭转、蛇振一平板输送、冷却一夹送、切头
(尾)一立式张力卷取一输卷及拨卷一打包、标记
一集卷一人库。
改造前650 mm热带钢生产线工艺平面布置
简图见图1。
四辊轧机电动压下改为全液压压下(具有AGC功
能)、精轧机增设测压仪实现轧制力检测、精轧机
后增加层流冷却系统、钢卷立式卷取改造为卧式
卷取等。在此次改造中,中国二重主要负责飞剪
区、输出辊道和层流冷却区、地下卷取机区的机械
设备改造。
1 改造前后650 mill热轧窄带钢生产线简况
1.1改造前650 mm热轧窄带钢生产线简况
1.2改造后650 mm热轧窄带钢生产线简况
改造后的650 Inm热轧窄带钢年生产80万
吨热轧带钢卷。原料为(150~180)mm×(300~
570)min×6 000 mm连铸坯,最大坯重为4.65 t。
中间坯厚度为22 mm~45 mm,宽度为300 Inn~
580 min。成品产品:厚度为1.2 mm一13 inn,宽
度为300 mm~580 mm,钢卷外径最大为1 450
Bin、最小为800 mm。生产钢种:普通碳素钢、低
原有650 mm热轧窄带钢生产线年生产80
合金高、优质碳素钢、汽车大梁钢、工具钢、弹簧
钢、电工用热轧硅钢。
万吨热轧带钢卷。原料为(150~180×300~520
×6 000)mm的连铸坯,最大坯重为4.66 t。成品
产品:厚度2.5 mm~7.75 mm,宽度300 mm一570
min,钢卷外径最大为1 450 mm、最小为800 1TIm,
生产工艺流程:合格坯料一上料一加热一出
钢一粗轧(AWC立辊轧机+含除鳞的二辊可逆轧
机)一切头(转鼓式飞剪)一精轧(立辊轧机+2
台二辊水平轧机+立辊轧机+6台四辊水平轧
最大卷重为4t。生产钢种:碳素结构钢、优质碳
收稿日期:2Ol4—03—26
16
机)一层流冷却(输出辊道输送)一侧导对中一
夹送辊一卧式地下卷取机卷取一卸卷翻卷小车将
《中国重型装备》
CHINA HEAVY EQUIPMENT
No.4
December 2014
一u… u u u u u u t ̄
1一加热炉2一粗除鳞3一cL立辊轧机4一cP二辊轧机5一固定剪6一精除鳞
7—儿1立辊轧机8一JP1。JP2二辊轧机9一JL2立辊轧机10一JP3-JP8四辊轧机1I-一扭转导槽
12一分叉装置13一立式送料辊14一蛇形振荡器15一平板运输机l6一夹送辊
17一立式液压剪18一五辊张力矫直机 19一立式卷取机20一辊道
图l 改造前650ram热轧窄带钢生产线工艺平面布置图
Figure 1 Technical plan of 650 mm hot rolling narrow strip production line before reconstruction
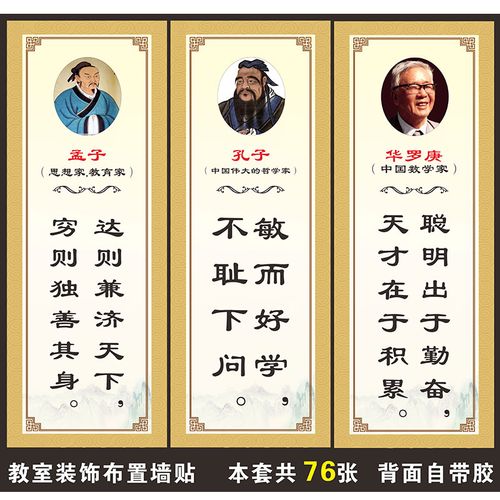
1一加热炉2一粗除鳞3一cL立辊轧机4一cP二辊轧机5一转鼓式飞剪6一精除鳞7一JL1立辊轧机
8一JP1.JP2二辊轧机 9一JL2立辊轧机10—JP3一JP8四辊轧机11一层流冷却装置l2一卷取机
图2改造后650 mm热轧窄带钢生产工艺平面布置图
Figure 2 Technical plan of 650 mm hot rolling nalTow strip production line after reconstruction
钢卷从卷取机上卸下并翻成立卷一1、2号升降
刃,其相对相位角差为180。。每个剪刃由液压弹
鞍座一由1、2号运卷小车将钢卷从升降鞍座处取
下并抬升到地面运至一横移小车上一由步进运输 剪刃的在线快速更换。每对刀片的重叠量可以通
机接卷一运输到运输辊道上一运输辊道将钢卷输
簧夹紧缸通过楔块将其紧固在转鼓上,以便实现
过转鼓上的垫片调整,侧隙由刀片调整机构手动
实现。切头剪刃为弧形,以获得舌形带头,切尾剪
刃为直刃。
送到车间慢速辊道上一打包、标记一集卷一入库。
改造后650 mm热轧窄带钢生产工艺平面布
置简图见图2。
2二重改造的重点设备参数、结构选型及特点
2.1切头飞剪
2.1.1技术参数
2.2层流冷却装置
2.2.1技术参数
层流冷却装置的技术参数见表2。
表2层流冷却装置的技术参数
Table 2 Technical parameters of
切头飞剪的技术参数见表1。
表1切头飞剪的技术参数
Table 1 Technical parameters of crop shear
lmianar flow cooling apparatus
最大中间坯厚度×宽度/ram 45×580
中间坯温度/℃ ≥900
中间坯最大抗拉强度/MPa 120 粗调区组数/组 ll
最大剪切力/kN 2 5o0
剪切速度/(m/s) O .5_2
两个剪刃相对相位角差/度 180
切头切尾长度/mm 10o~300
冷却带钢厚度/mm 1.2~l3
冷却带钢宽度/mm 300~580
带钢速度/(m/s) 最大l3
带钢终轧温度/℃ 850~950
卷取温度/。C 550~650
冷却水温/℃ ≤35
精调区组数/组
上集管总数/根 60
下集管总数/根 148
2.2.2 结构选型及特点
2.1.2结构选型及特点
层流冷却装置采用高位水箱供水。冷却区段
总计13组,每个组设有一个翻转液压缸,在进行
检修时可以将设置于辊道上方的上喷单元的框架
向上方摆动打开,让出辊道上方的空间,下喷单元 齿轮带动上转鼓同步转动。上下转鼓通过其两端
切头飞剪为转鼓式飞剪,由电机通过减速机
和传动轴驱动下转鼓转动,上下转鼓两端的同步
的双列圆柱滚动轴承安装在机架的轴承孔内,与
机架形成一个整体。每根转鼓上均安装有两把剪
安装在辊道架上。每个粗调区有4根上集管,12
根下集管,每根上集管(即1个上冷却单元)对应
17
No.4
《中国重型装备》
CHINA HEAVY EQUIPMENT
December 2014
3根下集管(即1个下冷却单元)。粗调区每根上
集管有两排U型管,每根下集管有一排直型管;
每个精调区有8根上集管,8根下集管,每根上集
管(即1个上冷却单元)对应i根下集管(即i个
下冷却单元)。精调区每根集管有一排u型管, 改造后的切头飞剪采用转鼓式飞剪,用于剪
每根下集管有一排直型管。各区流量可通过手动
阀预先调节,粗调区和精调区的上、下冷却单元是 的头尾,减少精轧和卷取的卡钢事故,使成品钢卷
一一
对应的,可上下一起联动控制,也可分开单独
控制。
2.3 I、2号卷取机及1、2号夹送辊
2.3.I技术参数
I、2号卷取机及I、2号夹送辊的技术参数见
表3。
表3 1、2号卷取机及1、2号夹送辊的技术参数
Table 3 Technical parameters of
No.1&2 coiler and No.1&2 pinch roll
卷取带钢厚度/mm I.2~13
卷取带钢宽度/mm 30o~580
卷取温度/℃ 550~650
钢卷内径/mm 520
钢卷外径/mm 最大 1 450
最大卷取速度/(m/s) 15
卷取最大张力/kN 48
卷筒尺寸/mm 4921 505/ 520×i 050
助卷辊尺寸/mm 275×680
上夹送辊尺寸/mm 600×680
下夹送辊尺寸/mm 300×680
压紧辊尺寸/mm I50×650
2.3.2结构选型及特点
卷取机为全液压四助卷辊地下卷取机,具有
自动踏步控制(AJC)功能。卷筒采用了四棱锥柱
销连杆式的结构,电机通过万向接轴直接驱动助
卷辊旋转,助卷辊安装在助卷臂上,每个助卷辊
由1个液压缸驱动使其摆动打开闭合,卷筒外支
撑架由2个液压缸驱动使其摆动打开闭合。
夹送辊机架上部为摆臂装置,上夹送辊为空
心结构,把合在摆臂上,由液压缸调整上辊开口
度。摆臂外侧面设置有平衡缸消除主轴承座轴承
的间隙,减小带钢头部进入夹送辊时对上辊轴承
的冲击。下夹送辊为实心辊,轴承座镶嵌在机架
内。上辊与下辊呈偏心布置,保证上辊压住带钢
时,带钢头部向下弯曲,引导带钢Jlb ̄,N进入卷取
机。上夹送辊由电机通过减速机及接轴传动,下
夹送辊由电机通过接轴直接传动。在夹送辊入口
侧设有实心压辊,引导带钢进入夹送辊,并保护上
辊装配不受带尾损伤,压辊由电机通过减速机及
接轴传动。在下夹送辊装配的下方布置标高调整
1 8
装置,用于调整下辊辊面标高。
3二重改造设备的优化
3.1采用转鼓式飞剪
切运动着的精轧坯料,切去温度低和形状不规则
有良好的头尾。这种飞剪有别于传统热轧窄带钢
轧机使用的固定停剪,工作效率高,能有效减少中
间坯温降。剪切时剪刃不是垂直切入金属,从而
可保持良好的中间坯切口断面。
3.2精轧机后设置层流冷却装置
改造后在精轧机后设置层流冷却装置,能根
据带钢厚度、钢种及轧制速度,控制开启的喷水组
本文发布于:2023-11-03 01:26:56,感谢您对本站的认可!
本文链接:https://www.wtabcd.cn/zhishi/a/88/27403.html
版权声明:本站内容均来自互联网,仅供演示用,请勿用于商业和其他非法用途。如果侵犯了您的权益请与我们联系,我们将在24小时内删除。
本文word下载地址:650 mm 热轧窄带钢生产线设备改造.doc
本文 PDF 下载地址:650 mm 热轧窄带钢生产线设备改造.pdf
| 留言与评论(共有 0 条评论) |